기계 공구 보정에 대한 그 세번째 방법인 탑/버텀 방식의 보정법.
이방법은 기준공구가 없습니다.
기준이 되는 면만 바뀌지 않으면 되는 방식입니다. 앞의 두 방식은 기준이 되는 공구도 바뀔수 없고, 기준이 되는 면도 바뀔수 없습니다. 지켜야 될게 한가지인 만큼 간단합니다.
기준이 되는 면은 기준공구 방식과 마찬가지로, 바이스의 상면을 잡을수도 있고, 바이스의 내쪽 바닥면을 잡을수도 있습니다. 또한 기계의 베이스면을 기준으로 잡을수도 있습니다.
여기서 설명할것은 기계의 베이스면(바닥면)을 기준으로 잡는 법을 소개해 드리겠습니다.
왜 굳이 기계의 바닥면을 기준으로 잡느냐에 대해 의문이 있으실것입니다.
이유는 같은 업체의 바이스라고 하더라도 그 각각의 바이스 상면이 동일한 높이라고 볼수 없습니다. 또한 경우에 따라서 바이스를 베이스로 부터 탈거 한 후에 작업을 진행하는경우도 있게 됩니다. 이때 바이스를 기준으로 공구 보정을 했다면, 그 기준이 사라지게 되는것이며, 다시 바이스를 세팅할때에는기준면의 높이가 같다고 보장할수 없기 때문입니다.
잠깐 설명드렸듯이 베이스 방식의 장점으로는 Z축 공차가 잘 맞다는 것입니다.
예를 들어 모든 공구의 보정이 베이스 바닥면을 기준으로 보정되었기 때문에, 그 베이스 바닥의 값이 바뀔리는 없다는 가정하에서 이런 결론이 만들어 지게 되는것이죠. 물론 기계마다 정도가 달라 베이스 바닥도 모두 같다는 보장은 없지만 말입니다.

대부분의 두산장비들은 Z축 충돌방지를 위해 공구 교환위치와 기계원점간의 갭을 두었다고 합니다. 즉, 프리셋 시키는 위치가 기계원점상태(점멸등 항상on) 과 공구교환위치상태 (점멸등 깜빡깜빡) 와의 거리가 적게는 0.5~2.5mm정도 차이가 있습니다. 간혹 공구보정 제대로 햇는데, 항상 일정치수만큼 더먹거나 덜먹는다는 말들을 하십니다. 이때는 이 두좌표 차이때문에 발생됨을 인지해 주셔야합니다. (타 업체 장비들은 기본 점멸등 on상태로 세팅되어 있음.)
위그림과 같이 점멸등이 켜있는 상태에서 Z-100. 만큼 미리 입력해 줍니다. Z-100.의 값은 하이트 프리세터의 값 이라고 정의했습니다.(만약 기준이 되는 측정구가 엔드밀, 또는 연마블럭 같은것 이라면, 해당 두께의 값이 대입되겠죠? 간혹 프리세터중에서도 두께 80mm짜리가 있는데, 이때 -100.을 입력한다면, 제대로 보정될리 만무하겠죠? 두께 80 = -80 값으로 입력합니다.)
1번 공구 80 cutter를 보정해 보겠습니다.
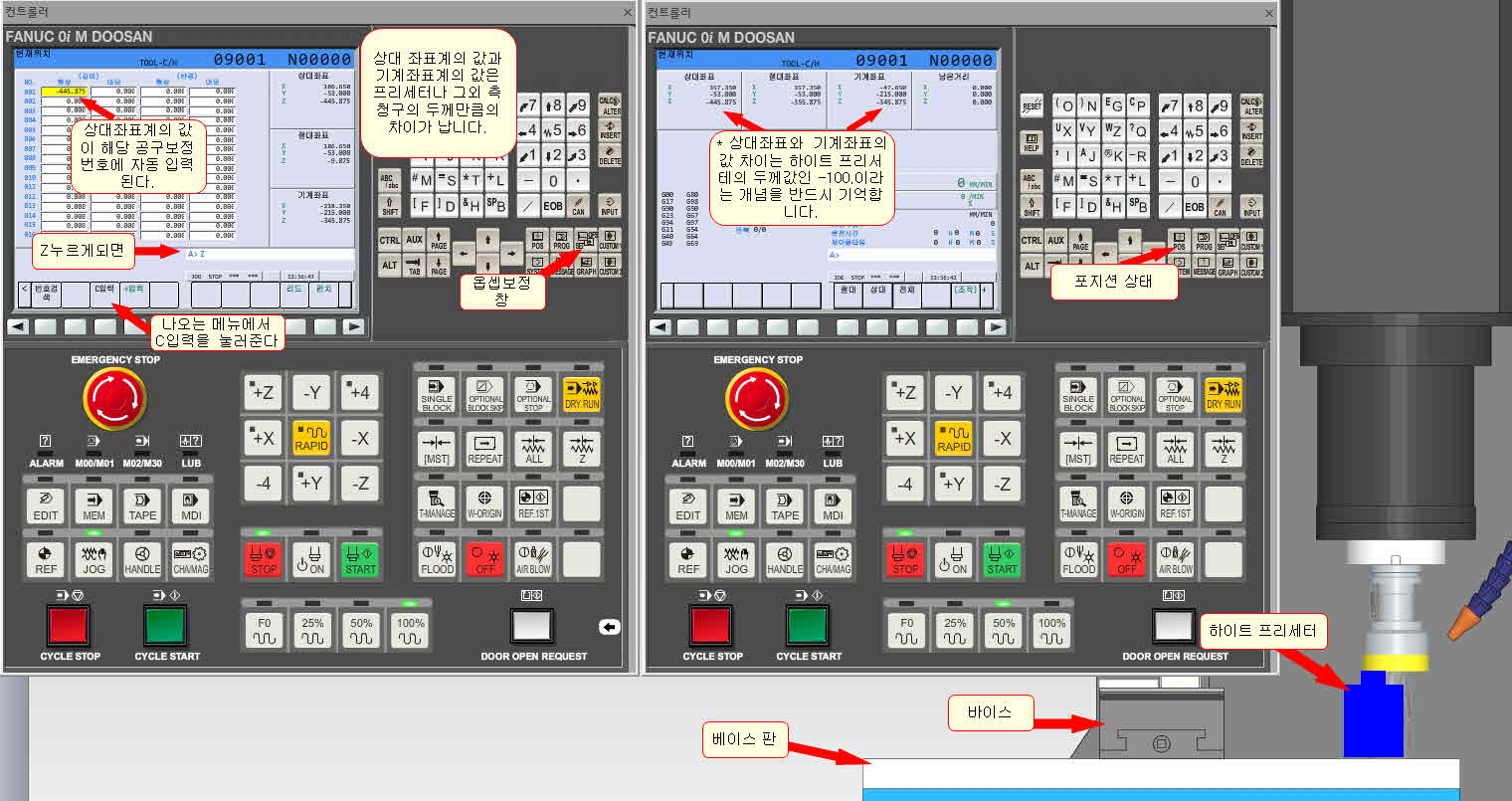
1번에 들어간 공구 보정의 값은 기계원점에서 기준면(여기서는 프리세터이지만, 실지는 베이스 바닥면)까지의 차이값이 대입된것을 볼수있습니다.
여기서 중요한것은 포지션 상태의 좌표계 값은 항상 일정상태로 유지되어야 합니다. (위에서는 -100.이라는 값이 공구 교환 후에도 유지되어야합니다.
다시한번 파라메터를 짚고 넘어갑니다.
system parameter 3104번 - PPD 0 = 기계 원점에 도달시 상대좌표의 값은 워크좌표계의 calculator(계산된값)값을
상대좌표계에 항상 대입합니다.(계산된값으로 값이 변합니다.)
PPD 1 = 상대좌표계의 값은 사용자가 지정한 값을 항상 반영해 줍니다.(값이 유지 된다)
2번 엔드밀 공구 보정을 한다면, 확인해 주실것이


보정값에 기록된 치수를 비교해 보자면,

위와 같이 극명하게 구분이 됩니다.
왼쪽 기준공구 방식의 보정값은 1번 기준공구를 기준으로 긴공구는 +의 값을 갖고, 짧은 공구는 -값을 갖는다는것을 알수있습니다.
오르쪽 탑 버텀 방식의 보정값은 기계원점에서 사용자가 정한 기준면까지의 각각의 길이를 입력해 준것입니다.
이말은 1번 공구는 기계원점에서 "0"에서 지정면까지의 거리가 -값으로 445.875만큼 아래에 있고, 2번 공구는 기계원점 "0"에서 지정면까지의 거리가 -425.862만큼 아래에 있다는 뜻 입니다.
이제 사용자는 옵셋 보정에 입력된 수치만 보고서도 어떤 방식으로 공구 길이 보정을 하는지 알수 있게 되었습니다.
여기까지가 기본적인 공구 길이보정 설명이며, 이외에 매크로를 이용한 공구보정방식과 자동길이측정 공구도 있는데,
이역시 매크로를 적용했다 뿐이지, 기본적인 개념은 기준공구와 탑/버텀방식과 많이 다르지 않습니다.
다음적어 볼 글은 이번 공구 길이보정 만큼이나 기계 사고에 많은 영향이 있는 워크좌표계 입력에 대해 알아보겠습니다.
상기 글에 사용된 프로그램은 큐빅테크의 무료 소프트웨어의 지원을 받아 제작되었습니다.
'개인 학습장 > 공통' 카테고리의 다른 글
| 화낙계열 콘트롤러의 공구 길이 보정에 대하여. - 워크좌표계(work reference) 세팅. (0) | 2021.12.31 |
|---|---|
| 화낙계열 콘트롤러의 공구 길이 보정에 대하여. - 워크좌표계(work reference) 세팅. (0) | 2021.12.31 |
| 화낙계열 콘트롤러의 공구 길이 보정에 대하여. - 기준 공구 보정법. (0) | 2021.12.26 |
| 화낙계열 콘트롤러의 공구 길이 보정에 대하여. -제품 상면 기준법. (0) | 2021.12.26 |
| 알아두면 편리한 화낙 파라메터 5가지. (0) | 2021.12.25 |